
今回は、自己流のRバイト(総形バイト)の作り方をまとめたいと思います。
このやり方は自己流です。
正解なんてありません。
Rバイトと言っても、二種類あります。
隅をRにするのか、角をRにするのか、の2つです。
今回は隅をRにするタイプを紹介します。
(このブログでは、隅をRにする形を「凸」、角をRにする形を「凹」と分けます。ですが、この呼び方は正しいかどうかはわかりません。)
「凸編」
まず、新しい成形バイトを出します。
きっと、右勝手のバイトが多いと思います。
Rゲージも用意。
まぁ、作るイメージは誰でもできると思います。
「砥石にバイトがRになるように当てる。」



この時にきれいな円弧になる必要はなくて、
もちろん、きれいな円弧のほうが良いんですが、そのきれいな円弧を作りたいがために、削りすぎて途中からやり直しになるのは時間の無駄です。
きれいな円弧でなくても、多角形を目指せば良いんです。

多くの頂点がある、多角形はもはや円ですから、
なめらかな、円弧にこだわりすぎるのはよくありません。
Rバイトですが、厳密には多角形バイトとなります。
でも、グリーンカーボランダムの砥石でやると削りすぎると感じる方は、もしダイヤモンド砥石(ダイヤモンドホイール)が現場にあるならそれを活用するのも手です。

本来はバイトの上側、すくい角が付く場所を研磨するものですが、今回は刃先だけを当てます。
ですが、このダイヤモンドホイールはゴリゴリと多くの超硬を削るものではありません。
あくまで、刃先を整えるものですので、これで1からバイトの整形はしないでください。
大まかに、作っておいて、最後にダイヤモンドホイールで仕上げる。ほうが良いでしょう。
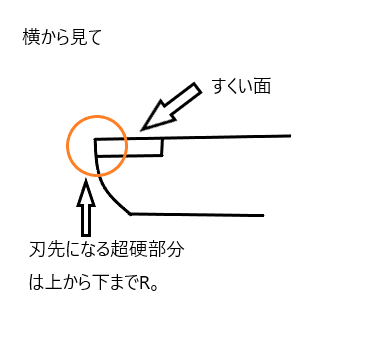
作る上でのポイント。
Rバイトを作る上でのポイントは、「凹」「凸」関係なく、
・Rは下まで作るということです。
どういうことかと申しますと、Rバイトを研ぎ直す時は、上側(すくい面)を落として、R部分には触らないからです。
こうすることで、切れなくなったRバイトを1から作る必要はなくなります。
そのたびに、刃先をダイヤモンドホイールで仕上げる必要はありません。
Rが変わるほうが嫌ですし、ダイヤモンドホイールがなくてもバイトととしての役割はできます。
でも、逃げは必ず作ってください。
Rばかりに意識がいって、逃げが作れていないバイトでは使い物になりません。
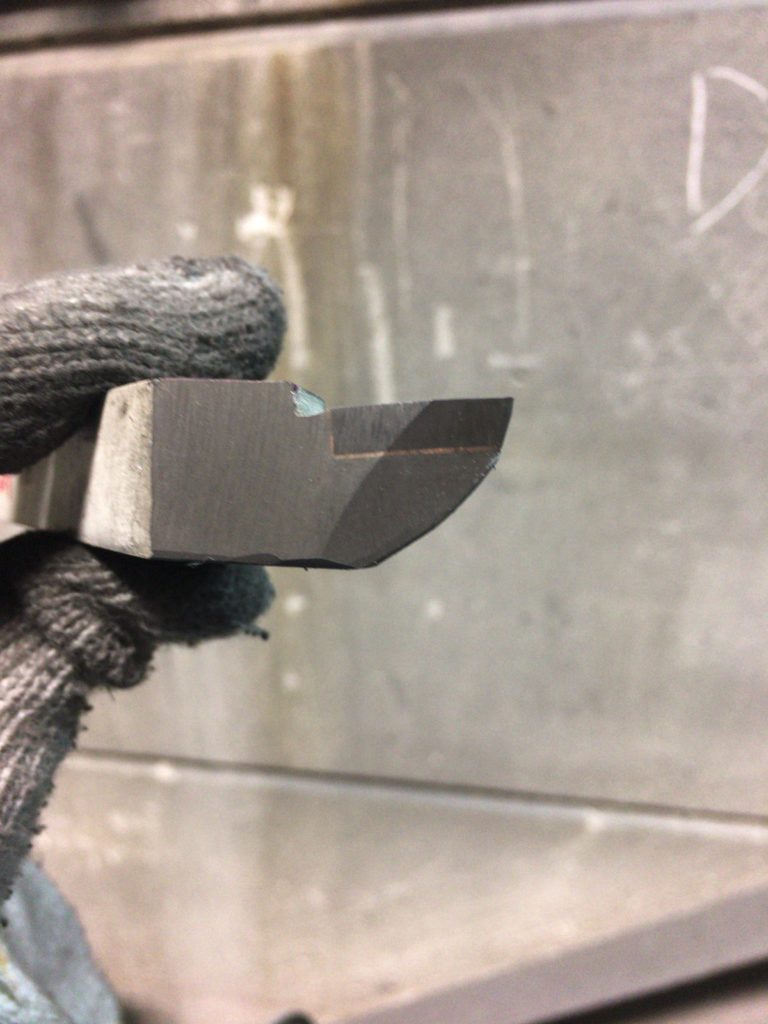

下までR。逃げもある。
・そして、すくい角をつけない理由ですが、自分は研ぎ直す時のことを考えて付けていません。
すくい角が薄っすらとついているのは、バイトにもともとついていた程度でここから大きく掘り下げるようなすくいは付けません。
研ぎ直すときに沢山取らないと新しい刃先ができにくいのが理由です。
Rバイトは時間がかかるので、イチから作ることはあまりしたくありません。
なので、Rバイトをできるだけ長持ちさせるために、研ぎ直すときに沢山とらなくていいように、
基本はすくいは付けていません。
ですが、付けるときもあります。それは、溝底をRにするときです。
切り粉の逃げがないのと、刃先全面に切削抵抗がかかるので、すくいが無いとバイトが折れる可能性があるからです。


これは、Rバイト2.5かな、幅が5mmの溝底にRバイトを付けるために作ったはずです。
まず、幅5mmにしてからRを付けます。
そして、Rゲージをみながら作っていって、
光にかざして、ピッタリと隙間なく作ることができたら完成です!

最後に
自分はこのやり方で不具合が発生したことはありません。
検査から、製品が帰ってきたこともありません。
次に気をつけることは回転数です。
遅すぎるとむしれるので、気をつけてください。
あと、初歩的ですが、隅をRがにするなら削り代を残さないと、Rになりません。
1Rなら、X側(外径、内径側)とZ側(全長側)に1ミリずつ残しておかないとその時点で失敗となります。
みなさんがどんなやり方をしているかはわかりません。
自分は、他人のやり方を盗んだわけではなく、想像で自分で考えて作ったので正解はわかりません。無いと思います。
なので、他人のやり方が気になったりするんですよ。
みなさんも頑張っていきましょう!

