
前回の「旋盤で使うRバイトの自己流作り方。「凸編」」の続きです。
前回が、隅をRバイトにするバイトでしたが、今回は角をRにするバイトです。
「凹編」
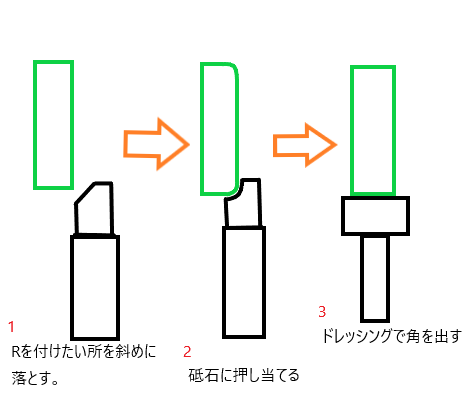
まず、バイトのRを付けたいところを斜めに落とします。
底に砥石の角を当ててRを付けます。

本来はだめなんですが、終わる時に、ドレッシングすればいいので砥石の角を使います。
砥石の角にただ、当てていくと、Rは2Rくらいに自然となるんです。
そこから、バイトを右降って、左に振って、Rを大きくしていくか、
ドレッシングして、砥石の角を出して、また、押し当てていくやり方をしています。
だから、2Rくらいなら作るのは楽なんです。
面倒なのが、Rを大きくしすぎた時です。
大きくなると、1から作り直しになるので砥石の角についたRは使えないものとなります。
砥石をドレッシングし直してから、Rバイトを作り直し。
砥石の粉が舞い散って、作業着に沢山付くのが嫌ですね。
大体の手順。
こんな感じです。
②でできるRは2Rくらいが最大です。
そこから、大きなRにするならRの直ぐ側に砥石をあてて、
また、R部に砥石の角を押し当てます。
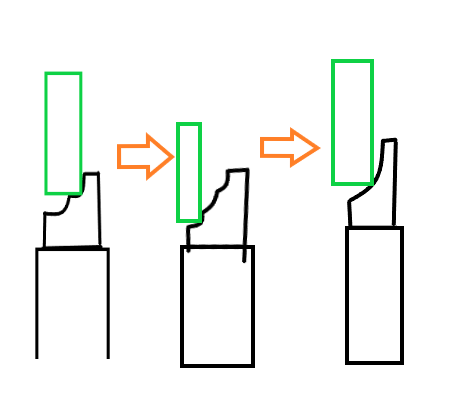
これで、大きくなりすぎると③として、1から作り直すわけです。
大きいRはまぁ、まだ良いです。
小さいRが面倒です。
R1を作る場合はすぐに、R1を超えてしまって、何度もドレッシングしてしまいます。
作る上でのポイント。
今回のポイントは前回と同じです。
超硬部分すべてをRにする。です。

こうすることで、バイトの上の部分(すくい面)を落とせば、R部は触らずに研ぎ直して、また、新しいRが出てきます。
そして、当たり前ですが、Rゲージで見て、

光にかざして、隙間がなかったら完成です。
忘れずに、砥石をドレッシングして、角を出していきましょう。
次に使う方が困ります。
最後に
今回も誰かに教えてもらったわけではないので、
完全に自己流です。
あと、角をRにするバイトは、削る時に食い込ませすぎるとRの境目に線ができてしまいます。ので、気をつけてください。
まぁ、そんな感じです。
Rバイトは、一本作っておいて良いものですよね。
消費の激しいバイトではないので、一本あると何ヶ月も使えます。
たくさんRを作る場合はNC旋盤でやるべきですよ。
汎用でRを作るなら少ない数でやりましょう。
てか、やりたい。 汎用なら、多品種少量生産でいきたいですよね。
まぁ、なんでもいいです。
Rバイトは簡単です。
やってみてください。

