
NEWCENTURY 4NV-20
こちらは4枚刃です。刃先のRは無し。こっちの方が安いです。

加工結果(騒音入ってます注意)
どうですか? ビビってますよね?刃が金属を叩いてる感じ。これが悩みだったのです。
SANDVIC 1K337-2000-050-XD 1730
こちらのエンドミルは脅威の7枚刃です。素晴らしいですね。刃先のRは0.5mm。その分、値段も高くなっています。

CNC旋盤(LB4000EXⅡ)に取り付けたらこうなる
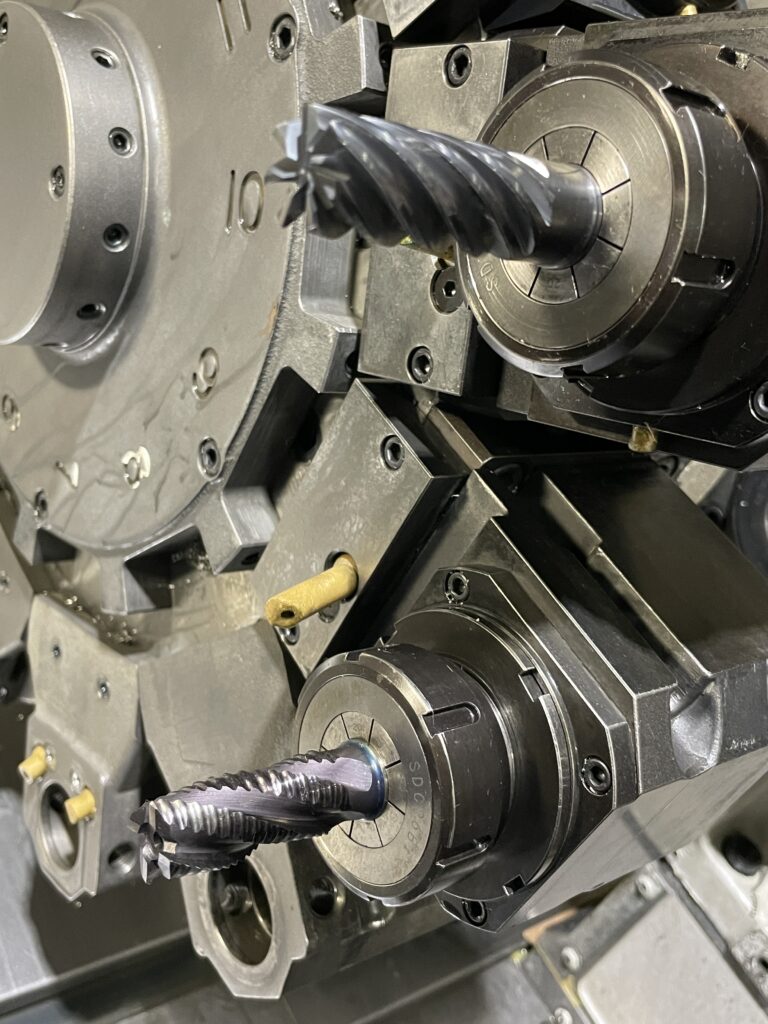
下のエンドミルは、三菱のバイオレットエンドミル「VAMRD2000」荒加工に使用してます。
加工結果(騒音入ってます注意)
結構きれいですよ!真ん中あたりにスジが入ってますが、これは創生加工で加工したためです。Y軸付いてないんですよ。。。
そのせいで毎回ベルトグラインダーで擦るというね。まぁ、Y軸付いていてもカッターマーク不可なので結局擦ることになりますけどね。。。
まとめ
ビビり面を軽減させたかったので、エンドミルの断面積を増やしてビビリに強くしたかったのです。断面積を増やすと刃数も増えます。刃長と刃直径を考えてSANDVIC 1K337-2000-050-XD 1730に決めました。
ワークはSUS304です。
切削条件は推奨切削条件からすこし落としてます。これはCNC旋盤のタレットに取り付けたためです。マシニングセンタのようにガッチリと主軸に取りつられるなら条件は上げれると思います。
回転数は 2000と1700
仕上げの送りは2つとも、0.05mm 切り込み量は0.05mm で2回仕上げの工程をしてます。念の為です。
Z方向の切り込みは分けてません。両方とも一発で加工してます。(荒加工も) Z切り込み22mm
もっといい条件あれば教えて下さい。もちろん、タレットのCNC旋盤に付いている回転工具で加工すること考慮してね。
マシニングセンタでやれって?旋盤加工の後にまとめてやりたいんだろうよ。工程集約だね。俺もマシニングでやれば?って思った事はあるけど、生産工程を変えられるほど力はないのだ。
社長が旋盤でやれっていうなら、旋盤でやるさ、その時は旋盤でどうするかを考えるのは俺だけどね。しゃーない。
とりあえず、結構いい結果になったので感動。
後工程のベルトグラインダーでカッターマークを擦って消す作業も楽になる。